随着我国经济的高速发展、人们对生活质量的重视和环保意识的提高,木结构建筑开始受到人们的青睐,木结构房屋的需求量也以惊人的速度提高,在国内呈现出快速增涨的趋势,随之而来的是对相关加工设备的需求。为满足快速高效制造木结构房屋的需求,木屋梁加工中心开始得到重视,因此设计一台高效的木屋圆木梁加工中心是必不可少的。
目前国内现有的圆木梁加工设备都为半自动化加工设备,且都没有实现数控化,国外的木屋梁加工中心加工工序复杂,能加工多种规格的木屋梁,但价格昂贵,很多企业不能承担。而木屋圆木梁加工中心是加工圆木梁的专用设备,能完成圆木梁的车外圆、铣纵向榫槽、铣横向榫槽、铣端部榫槽、钻孔等加工形式,是一台集成化的专用数控设备。设计过程中如何设计出满足动作要求的夹紧系统是保证加工中心加工精度的关键,因此夹紧系统的结构设计与研究对加工中心的研制具有重要影响。
1 布局要求分析
木屋圆木梁加工中心夹紧机构是确保圆木在加工过程中加工位置的装置,其需要对圆木进行定位与夹紧,以实现刀具对圆木的精确加工。因为加工中心是集车削、铣削、钻孔等加工形式于一体的加工机床,故其夹紧机构也要满足对应的功能。按照木屋圆木梁的加工工艺,圆木梁需要进行车外圆、铣横向榫槽、铣纵向榫槽、钻孔、铣端部榫槽等,其具体加工形式如图1所示。在车外圆时要求夹紧机构能够夹紧圆木的两端,并带动圆木高速旋转;在铣横向榫槽、铣纵向榫槽时夹紧机构需能够夹紧圆木;在钻孔时,要求夹紧机构能够带动圆木按一定的角度旋转,确保能够在圆木的不同角度上钻孔;在铣端部榫槽时,需避开圆木的两端,对圆木进行上下夹紧,进行加工。笔者设计的夹紧系统包括长度调整机构、横向移动机构、叉形升降机构、顶针主轴机构,其中,长度调整机构可实现加工不同长度的圆木;横向移动机构可实现顶针主轴结构的横向移动,避开圆木的端部,完成端部的铣榫加工;叉形升降机构可实现对圆木的定心和上下夹紧;顶针主轴结构可实现对圆木的夹紧与转动。影响夹紧系统布局的因素有圆木梁的外形尺寸、圆木梁的夹紧中心高、圆木梁的加工工艺、圆木梁的加工精度等。夹紧系统的布局影响着整个加工中心的生产节拍与加工性能,因此在技术、功能和经济方面要求较高。
2 布局方案确定
夹紧系统的整体布局影响整个木屋圆木梁加工中心的外形尺寸、结构和可操作性。因此,圆木夹紧系统的布局应根据圆木的加工工艺、加工尺寸和加工速度等因素进行相应的布置,以达到结构紧凑、安装调试方便等目的。木屋圆木梁在加工中心上的加工顺序为车削、铣横向榫槽、铣纵向榫槽、钻孔、铣端部榫槽,其初始的设计参数根据夹紧系统总体布局的基本要求、加工工艺分析及基本设计参数,得出木屋圆木梁加工中心夹紧系统的,机架是支撑夹紧系统的主体,也是整个加工中心的主体;固定端顶针主轴机构和移动端顶针主轴机构合称顶针主轴机构,完成圆木的夹紧、高速旋转和按角度旋转;固定端叉形机构和移动端叉形机构合称叉形升降机构,完成圆木的定位与夹紧;长度调整机构能根据圆木的长短调整夹紧长度的大小,从而夹紧圆木;向移动机构能实现在铣端部榫槽时,顶针主轴机构的横向移动,确保加工时不干涉。上述所有机构配合动作,能达到加工中心加工圆木时所有要求的动作与夹紧定位。
3 参数优化结构设计
3.1 机架与长度调整机构
机架是夹紧系统的主要支撑部件,不仅整个夹紧系统安装在机架上,而且其它部件也分别安装在机架上,是整个加工中心的支撑主体、核心部件,在保持整机的稳定性上起着至关重要的作用。机架是由两组焊件通过螺钉连接而成,总长为7600mm,宽为1740mm,高为470mm。机架的两端安装有长度调整机构,一端为固定托架,另一端为移动托架。其具体结构布局。长度调整机构可适用不同长度圆木的夹紧与加工,加工过程中通过移动托架的来回移动实现夹紧加工不同长度的圆木。固定托架通过螺栓固定安装在底座上,移动托架通过圆导轨、滑块安装在底座上,移动托架的动力采用齿轮齿条机构,带动移动托架进行夹紧长度的调整。齿轮齿条机构可将回转运动转化为直线运动,其优点是结构简单,承载力大,传动精度较高,可实现无限长度对接延续,满足本台加工中心5米加工长度调节范围的要求。
齿条副固定安装在底座上,齿轮副通过步进电机、蜗轮蜗杆减速器固定安装在移动托架上,步进电机转动,通过蜗轮蜗杆减速器带动齿轮转动,齿轮和齿条啮合,由于齿条固定不动,故齿轮做直线运动,从而带动移动托架沿长度方向来回移动。长度调整机构不仅增加了圆木长度的加工范围,而且提高了加工中心的生产效率。
3.2 顶针主轴机构总成
顶针主轴机构总成由固定端顶针主轴机构和移动端顶针主轴机构组成,其中固定端顶针主轴机构安装在固定托架上,移动端顶针主轴总成安装在移动托架上。固定端顶针主轴总成主要包括轴端挡圈、顶针、轴承固定座、主轴、轴承、套筒和齿形带带轮等。将顶针、套筒、轴承端盖、轴承、主轴和齿形带带轮安装在轴承固定座上,主轴两端通过轴端挡圈进行轴向定位,轴承固定座通过螺钉固定在固定托盘上,图3为固定端顶针主轴总成结构示意图。

固定端顶针主轴总成的动力源为130三相混合式步进电机,车削圆木时步进电机通过同步齿形带带轮带动顶针高速旋转,从而圆木高速旋转;钻削圆木时,圆木需要按照要求的角度转动一定的角度,这就要求传动过程中传动精确,不能出现打滑现象,步进电机加齿形带带轮满足这个要求,且结构简单,安装方便。移动端顶针主轴总成主要包括86步进电机、蜗轮蜗杆减速器、端盖、固定座、丝杠、丝母、轴承端盖、主轴、轴承、锥形顶针和锁紧螺母等。主轴、轴承、轴承端盖、锁紧螺母装配后通过螺钉固定到轴承固定座上;轴承定座安装在固定座内,其配合为小间隙配合,能实现轴承固定座的横向自由移动,86步进电机和蜗轮蜗杆减速器通过端盖安装在固定座上,丝杠直接安装在蜗轮蜗杆减速器输出孔内,丝母通过螺钉安装在轴承固定座上,丝杠和丝母啮合,主轴为空心圆管,避免了丝杠和主轴的干涉。

移动端顶针主轴总成不仅要实现顶针的自由转动,还要实现圆木在长度方向上的微小调节,笔者设计的移动端顶针主轴机构能满足这两个要求。其中,主轴通过一对轴承架在轴承固定座内,两端用锁紧螺母进行轴向定位,锥形顶针锥柄做成莫氏三号锥柄,轴的一端对应做成莫氏三号的锥孔,这样锥形顶针安装在主轴内就能实现顶针的自由转动。轴承固定座通过小间隙配合安装于固定座内,丝母和轴承固定座通过螺栓安装成一体,圆木加工前,步进电机转动,通过蜗轮蜗杆减速器带动丝杠转动,从而带动丝母移动,最终实现顶针的长度方向调节,实现圆木的夹紧。固定顶针主轴总成和移动端顶针主轴总成配合动作,主要完成圆木的定位夹紧,在车削过程中完成圆木的高速旋转,在钻削过程中完成圆木的按角度转动,在铣削圆木横向榫槽和纵向榫槽时夹紧圆木。顶针主轴总成具有定位精确,操作方便等优点,提高了木屋加工中心的加工效率和加工精度。
3.3 叉形升降机构总成
叉形升降机构总成由固定端叉形升降机构和移动端叉形升降机构构成,固定端叉形升降机构安装在固定托架上,移动端叉形升降机构安装在移动托架上。固定端叉形升降机构和移动端叉形升降机构组成原理相同,现以移动端叉形升降机构为例作说明。
移动端叉形升降机构主要包括电机、蜗轮蜗杆升降器、下夹紧V形块、气缸一、叉形升降平台、底座、气缸二、齿条、齿轮、主轴、上夹紧V形块等。电机、蜗轮蜗杆升降器、下夹紧V形块装配在一起,通过螺栓安装在座上;气缸一、叉形升降平台、气缸二、齿轮、齿条、主轴、上夹紧V形块装配在一起安装在底座上。图5为移动端叉形升降机构示意图。
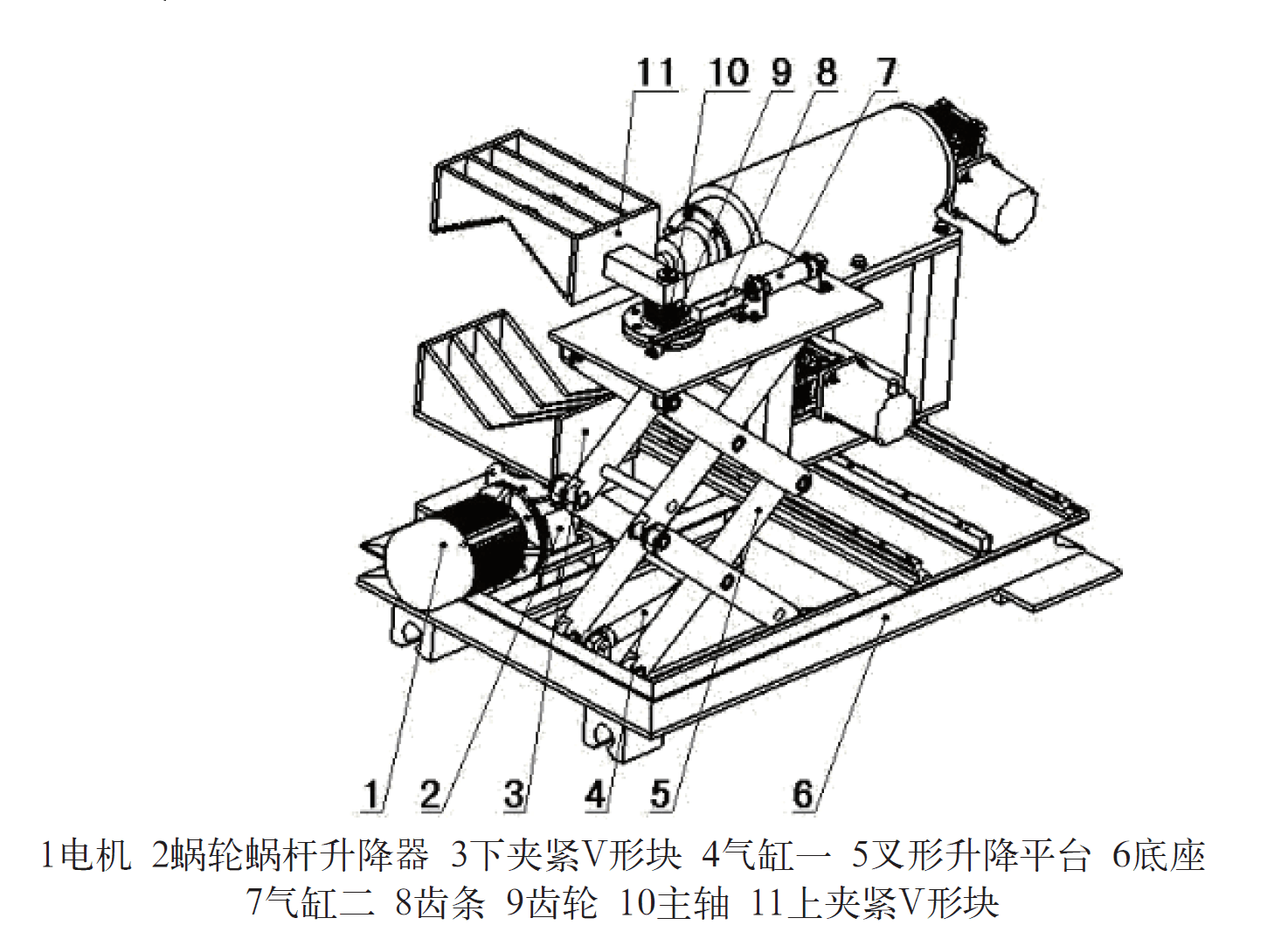
叉形升降机构总成主要完成圆木的定位和夹紧工作,不工作时还要求夹紧机构能让开,方便圆木的车外圆、铣横向榫槽、铣纵向榫槽、钻孔等加工,铣端部榫槽时要求叉形升降机构总成能够夹紧圆木。笔者设计的叉形升降机构总成能够满足这些要求,其中电机带动蜗轮蜗杆升降器,连接下夹紧V形块,能使下夹紧V形块做升降运动,能满足不同直径圆木加工定位要求;气缸一带动叉形升降平台,能实现上夹紧V形块的升降运动,能实现对圆木的夹紧动作;气缸二和齿条连接,齿条和齿轮啮合,齿轮通过键和主轴装配,主轴另一端通过键和上夹紧V形块装配,动作方式为气缸动作,齿条和齿轮啮合,将直线运动转换为旋转运动,最终实现上夹紧V形块的转动。这种设计结构简单,动作实现方便,结合叉形升降平台,在圆木加工时能将上夹紧V形块藏于底部,方便圆木的车外圆、铣横向榫槽、铣纵向榫槽、钻孔等加工,在铣端部榫槽时上夹紧V形块又能够升到顶,旋转90°,实现对圆木的夹紧动作。
固定端叉形升降机构和移动端叉形升降机构动作顺序相同,形式相同,两端配合动作,实现对圆木的定位与夹紧。叉形升降机构总成整体结构简单,采用V形块定位精确,提高了整个加工中心的加工精度;采用升降平台升降,解决了空间小,又要升降距离大的问题;上夹紧V形块转动采用气缸作动力,具有占用空间小,动作速度快等优点。
3.4 横向移动机构
横向移动机构是用来调节顶针主轴总成横向移动的,其目的是为了解决加工圆木两端榫槽时顶针主轴总成和刀具干涉的问题,固定端顶针主轴总成和移动端顶主轴总成下部都布置有横向移动机构,这样移动距离相比其他移动方向的移动距离小。横向移动机构和长度调整机构结构原理相似,相同之处在此不再叙述,不同的就是调节的长度和电机减速器的安装位置,横向移动机构的电机、减速器、齿轮、齿条布置在两个导轨之间,这样调节精度高,受力均衡且节省空间。

木屋圆木梁加工中心需要一次性完成圆木梁的所有加工,这样就要求夹具能够实现对应的动作,且要实现数控化要求,加工效率也要进一步提高。为此笔者分析讨论了木屋圆木梁加工中心夹紧系统整体布局的基本要求以及影响整体布局的基本因素、加工工艺和运动形式,确定了木屋圆木梁加工中心夹紧系统的整体布局方案,并对木屋圆木梁加工中心夹紧系统进行了结构设计,完成了机架与长度调整机构、顶针主轴机构总成、叉形升降机构总成、横向移动机构的结构设计。整个夹紧系统结构紧凑,能完全实现数控化要求,提高了加工中心的加工效率及加工精度。
 关注微信
关注微信